
Tech-Theorie: Technisch… Praktisch… Interessante Automatisierung Industrielle Lösungen

Bei DELCO wissen wir, wie wichtig Kundenzufriedenheit ist, und bemühen uns, die individuellen Bedürfnisse jedes Kunden zu erfüllen. Als zuverlässiger Ventillieferant sind wir bestrebt, hervorragenden Kundenservice und hochwertige Produkte zu bieten, um optimale Leistung und Langlebigkeit zu gewährleisten. Wenn Sie sich für DELCO als Ihren vertrauenswürdigen Steuerluftlieferanten entscheiden, profitieren Sie von maßgeschneiderten Ventilbaugruppen, die speziell auf Ihre Anforderungen zugeschnitten sind, die Effizienz steigern und Ausfallzeiten reduzieren.
Warum ein Kugelventil von unten wählen?
Einführung
In der modernen Industrie sind Reaktionsbehälter kritische Komponenten in chemischen, pharmazeutischen, biotechnologischen und Lebensmittelproduktionsprozessen. Die Optimierung der Entleerungssysteme dieser Behälter zur Gewährleistung einer effizienten Materialentfernung und Sauberkeit ist entscheidend für die Verbesserung der Produktionseffizienz und die Gewährleistung der Produktqualität. Der Boden Kugelhahnist mit seiner außergewöhnlichen Leistung und seinem innovativen Design zu einem Schlüsselelement in verschiedenen sauberen Branchen geworden. Dieser Artikel untersucht die Anwendungen und Designmerkmale des Bodenkugelhahns, um ein umfassendes Verständnis dafür zu vermitteln, warum er in der Branche so beliebt ist.
Inhaltsverzeichnis


Anwendungen von Bodenkugelhähnen
Unten Kugelhähne werden häufig in sauberen Branchen wie Pharmazeutika, Biotechnologie, Feinchemie und Lebensmittelverarbeitung eingesetzt. Diese Branchen stellen strenge Anforderungen an die Sauberkeit der Geräte, die Effizienz der Materialentladung und die Dichtungsleistung. So erfüllen Bodenkugelhähne diese Anforderungen in verschiedenen Bereichen:
1. Pharmaindustrie
In der Pharmaindustrie verbessern Bodenkugelhähne die Produktionssicherheit und -effizienz. Das Design der Ventile stellt sicher, dass keine Materialrückstände entstehen, was Kreuzkontaminationen verhindert und die Reinheit der Arzneimittel bewahrt. Ihre hervorragende Dichtleistung erfüllt die strengen Sauberkeitsstandards, die für Arzneimittelproduktionsprozesse erforderlich sind, und gewährleistet hochwertige und sichere Pharmaprodukte.
2. Biotechnologie
Der Biotechnologiesektor umfasst verschiedene biologische Reaktionen und Kultivierungsprozesse, die hohe Hygienestandards und einfache Bedienung erfordern. Bodenkugelhähne sind aufgrund ihrer rückstandsarmen Konstruktion und einfachen Wartung ideal für den Einsatz in Bioreaktoren. Die Ventile gewährleisten eine vollständige Materialentleerung und vereinfachen die Reinigung. Dadurch wird die Produktionseffizienz verbessert und die Qualität und Sicherheit der Bioprodukte gewährleistet.
3. Feinchemikalien
In der Feinchemieindustrie, wo hochwertige Chemikalien und komplexe Reaktionen üblich sind, sind Kugelhähne mit Bodenbohrung hervorragend geeignet. Ihr durchgehendes Design minimiert Materialrückstände im Ventil und reduziert Materialverluste und Kreuzkontaminationen. Dieses Design erleichtert außerdem die Reinigung und Wartung, minimiert Ausfallzeiten und verbessert die Gesamtproduktionseffizienz.
4. Lebensmittelverarbeitung
Die Lebensmittelverarbeitung erfordert außergewöhnliche Sauberkeit und Hygienestandards. Bodenkugelhähne erfüllen diese Anforderungen mit ihren rückstandsfreien und leckagefreien Eigenschaften. Sie gewährleisten einen hygienischen Materialaustrag und erfüllen strenge Lebensmittelsicherheitsstandards, wodurch die Qualität und Sicherheit von Lebensmitteln verbessert wird.
Konstruktionsmerkmale von Bodenkugelhähnen
Bodenkugelhähne zeichnen sich durch mehrere einzigartige Konstruktionsmerkmale aus, die sie in verschiedenen Anwendungen hervorstechen lassen. Hier ist ein detaillierter Blick auf diese Konstruktionsaspekte:
1. Bereich mit geringen Rückständen
Das Design mit geringem Rückstandsbereich stellt sicher, dass Materialien vollständig und mit minimalen Rückständen entladen werden. Diese Funktion ist in Branchen, in denen hohe Sauberkeit erforderlich ist, wie etwa in der Pharma- und Lebensmittelverarbeitung, von entscheidender Bedeutung und vereinfacht die Reinigung und Wartung des Ventils, wodurch das Kontaminationsrisiko verringert wird.
2. Direkter Strömungsweg
Das Design des direkten Strömungswegs verringert den Materialflusswiderstand im Ventil und verbessert so die Entladeeffizienz. Dieses Design gewährleistet einen reibungslosen Materialfluss, egal ob es sich um Flüssigkeiten oder körnige Substanzen handelt, und minimiert Reibung und Verluste während der Produktion.
3. Vollbohrungsdesign
Durch die Vollbohrungskonstruktion bleibt der Innendurchmesser des Ventils mit der Rohrleitung konsistent, wodurch Druckverlust und Durchflussreduzierung vermieden werden. Diese Konstruktion verbessert die Durchflussrate und Effizienz der Flüssigkeit und senkt gleichzeitig den Energieverbrauch. Damit ist sie ideal für Anwendungen, die hohe Durchflussraten erfordern.
4. Zentralflanschstruktur
Die zentrale Flanschstruktur erleichtert die Demontage und Wartung des Ventils. Dieses Design ermöglicht einen schnellen Austausch oder eine schnelle Reparatur von Dichtungskomponenten, senkt die Wartungskosten und den Zeitaufwand und verlängert die Lebensdauer des Ventils.
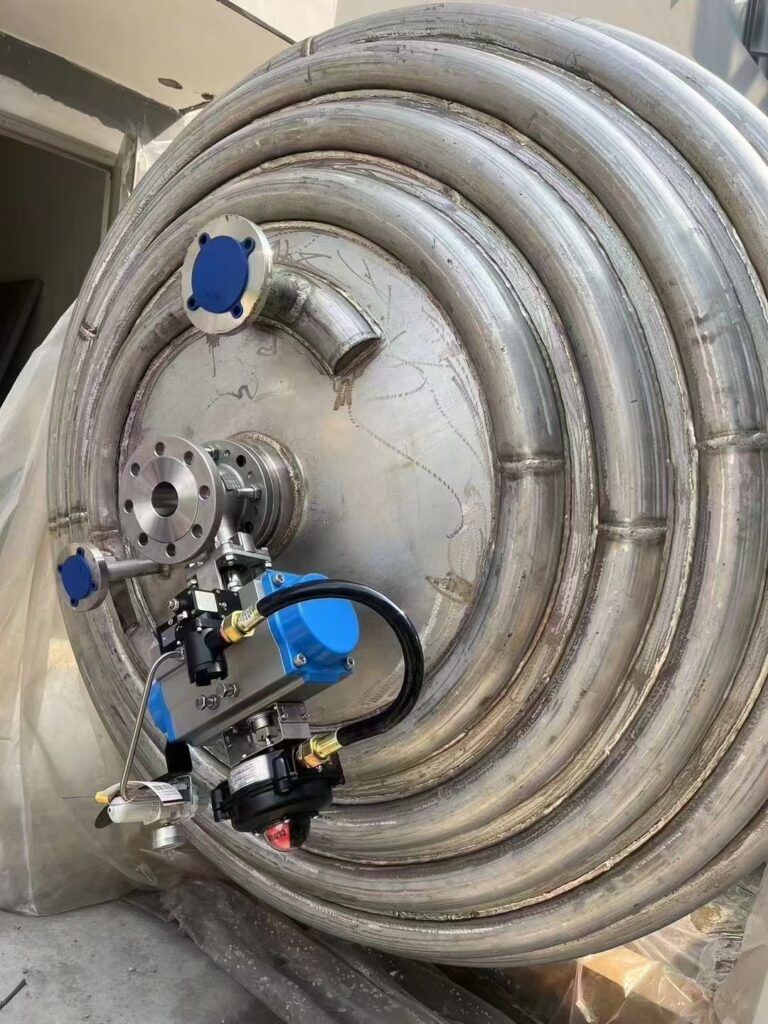
5. Abgewinkeltes Ventilschaftdesign
Das innovative abgewinkelte Ventilschaftdesign minimiert die Interferenz zwischen dem Antrieb und dem Reaktorbehälter. Dieses Design reduziert den Platzbedarf bei der Installation und vereinfacht Wartung und Reparatur und bietet flexiblere Optionen für die Geräteanordnung.
6. Kompakte Struktur
Das kompakte, integrierte Design verbessert die Stabilität und Zuverlässigkeit des Ventils. Es reduziert den Platzbedarf, eignet sich daher für Umgebungen mit begrenztem Platz und verbessert die Haltbarkeit und Langzeitleistung.
7. ISO5211 Direktmontageplattform
Der Direktmontage-Plattformstandard ISO5211 ermöglicht die direkte Verbindung des Ventils mit verschiedenen Antrieben ohne zusätzliche Adapter. Dieses Design vereinfacht die Installation, verbessert die Systemkompatibilität und verkürzt die Integrationszeit.
8. Aufbau der Packungsdruckplatte
Die Struktur der Packungsdruckplatte sorgt für eine zuverlässige Abdichtung der Ventilpackung. Diese Funktion sorgt für eine wirksame Abdichtung während des Betriebs, verringert das Leckagerisiko und vereinfacht die Wartung und den Austausch der Packung.
Abschluss
Das Bodenkugelventil mit seinem rückstandsfreien Entleerungsdesign, dem direkten Strömungsweg und der durchgehenden Bohrung eignet sich hervorragend für die Pharma-, Biotechnologie-, Feinchemie- und Lebensmittelverarbeitungsindustrie. Seine innovativen Funktionen verbessern die Materialentleerungseffizienz, vereinfachen die Wartung und bieten hervorragenden Bedienkomfort. Die Wahl eines Bodenkugelventils bedeutet verbesserte Produktionseffizienz, geringere Wartungskosten und überlegene Leistung, was es zu einem wertvollen Aktivposten für industrielle Anwendungen macht.
DELCO wurde 2011 gegründet und ist ein weltweit führendes Unternehmen im Industriesektor. Zu unseren Hauptprodukten zählen elektrische Stellventile, pneumatische Stellventile, Automatisierungsstellventile und Magnetventile. Seit fast 20 Jahren nutzen wir unsere Produkte, unser technisches Know-how und unsere industriellen Automatisierungslösungen, um unzählige industrielle Projektprobleme für unsere Kunden zu lösen, darunter Projekte in den Bereichen Lebensmittel, Getränke, Chemie, Wasseraufbereitung, Pharmazie, Erdgas, Öl und HLK. Wir haben derzeit fünf Tochtergesellschaften und mehr als 50 Vertriebspartner auf der ganzen Welt, die einen schnellen Reaktionsservice bieten.
Alle DELCO-Produkte durchlaufen einen internen Design-, Konstruktions- und Fertigungsprozess unter der Leitung hochqualifizierter und erfahrener Ingenieure. Dabei kommen italienische und deutsche Technologien zum Einsatz, um qualitativ hochwertige, sichere, zuverlässige und preiswerte Ventile, Antriebe und Lösungen herzustellen. Die Fertigungsstandards können durch die im Laufe der Jahre erworbenen Zertifizierungen nachgewiesen werden.
Und mit der Zertifizierung des Qualitätsmanagementsystems nach ISO 9001:2015 sowie vielen weiteren Zertifizierungen wie SGS, RoHS, CNEX, TÜV, CE, FDA beweisen diese Zertifizierungen, dass DELCO bei der Herstellung seiner Produkte die weltweit höchsten Qualitäts- und Sicherheitsstandards einhält.
Wenn Sie Fragen zu Ventilen haben oder ein Angebot wünschen, können Sie sich gerne an uns wenden. Wir werden Ihnen innerhalb von 6 Stunden antworten. Telefon: +86 159 8960 2972, WhatsApp: +86 159 8960 2972 oder E-Mail: [email protected].
Die Qualität, die wettbewerbsfähigen Preise und der hervorragende Service von DELCO machen das Unternehmen zum besten Ventilpartner, der Sie beim Ausbau Ihres Geschäfts unterstützt. Passen Sie Ihre Ventile individuell an, wir haben keine Mindestbestellmenge.
Bei DELCO wissen wir, wie wichtig Kundenzufriedenheit ist, und bemühen uns, die individuellen Bedürfnisse jedes Kunden zu erfüllen. Als zuverlässiger Lieferant von Regelventilen sind wir bestrebt, hervorragenden Kundenservice und hochwertige Produkte zu bieten, um optimale Leistung und Langlebigkeit zu gewährleisten. Wenn Sie sich für DELCO als Ihren vertrauenswürdigen Lieferanten von Regelventilen entscheiden, profitieren Sie von maßgeschneiderten Ventilbaugruppen, die speziell auf Ihre Anforderungen zugeschnitten sind, die Effizienz steigern und Ausfallzeiten reduzieren.
Darüber hinaus können Sie dank unserer wettbewerbsfähigen Preise für elektronische Druckregler erstklassige Lösungen anbieten. Als einer der führenden Hersteller von Regelventilen sind wir stolz darauf, zuverlässige Ventile zu liefern, die nicht nur den Industriestandards entsprechen, sondern auch zur Gesamtrentabilität Ihres Unternehmens beitragen. Durch eine Partnerschaft mit DELCO können Sie beruhigt sein, denn Sie treffen eine kluge Wahl für den langfristigen Erfolg Ihres Unternehmens.
